CH4甲烷气体分析仪表
陕西卓宇佳创仪器仪表有限公司
2024-06-27 11:02:46



近年来,为了促进垃圾处理行业发展,我国陆续发布了许多政策,如2022年中共中央办公厅和国务院办公厅发布的《关于建立健全生态产品价值实现机制的意见》完善污水、垃圾处理收费机制,合理制定和调整收费标准。开展生态环境损害评估,健全生态环境损害鉴定评估方法和实施机制。垃圾处理,环境保护已成为全国甚至全世界的人们共同关注的一个重要板块。
就目前的技术而言,比较常见处理垃圾的方法为:利用垃圾(生物质)生产木炭、焦油和煤气等可利用资源,一般都是需要先对垃圾进行分类、回收、处理。常见的处理办法一是填埋,但是填埋的话效果非常慢,占地广的同时还容易对地下水产生二次污染,另外一种处理办法则是焚烧。焚烧垃圾的缺点是容易产生空气污染同时投资也比较大。无论是填埋还是焚烧,垃圾总是会产生各种各样的有毒有害气体,例如甲烷、硫化氢、氧气、氨气、一氧化碳等气体会危害到垃圾处理站工作人员的生命财产安全,同时垃圾处在焚烧时排放的气体也需要满足排放的标准,才能进行排放。
解决方案
方案概述:针对以上垃圾处理行业中的痛点问题,特定制以下解决方案
监测位置:垃圾坑、渗滤液沟道、卸料大厅、锅炉间沼气阀组、活性炭间、油泵房、乙炔汇流排间及危废暂存库。
监测气体:甲烷、硫化氢、氧气、氨气、一氧化碳等有毒有害气体。
数据传输:根据现场情况确定每个监测区域安装有毒气体检测仪,所有检测仪自身均具备实时数据显示及声光报警的功能,可将数据和报警信息通过 4-20mA 电流信号或 RS485 总线制数字信号形式传输到每个就近区域的气体报警控制器,再通过 RS485 总线制数字信号、或其它形式传至中央控制室的集线器控制箱,再传输到 PLC 或 DCS 系统,可实时查看现场监测的数据。可联动风机、排风扇等,处理现场气体浓度,也可发出声光报警提醒现场工作人员及时撤离,降低损失。
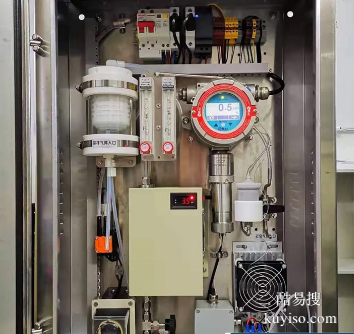
RTO焚烧炉废气浓度监测仪LEL仪器特点优势包括:
有效分析有机可燃气体浓度并输出信号。
针对VOCs治理行业中的RTO前端应用。
针对不同项目工况需求,可以进行非标优化。
标准信号输出,支持数据上传。
定制预处理单元,有效减少有机溶剂、弱酸、水、负压等因素的影响。
应用场景:废气处理,天然气燃烧炉管道
RTO焚烧炉废气浓度监测仪LEL使用注意事项:
1、气液分离器内置滤芯用于过滤微量粉尘、油脂和少量水分,当滤芯表面附着杂质污染变色时,需旋开储水过滤器更换滤芯。
2、日常工作中或标定中如采样流量过小,且调整后无明显变化,需检查气路是否堵塞和气路中过滤部件是否堵塞。
3、定期对分析仪表进行标定,保证示数稳定,标定周期不得超过3个月。
RTO焚烧炉废气浓度监测仪LEL,有机可燃监测系统,rto废气有机可燃分析仪

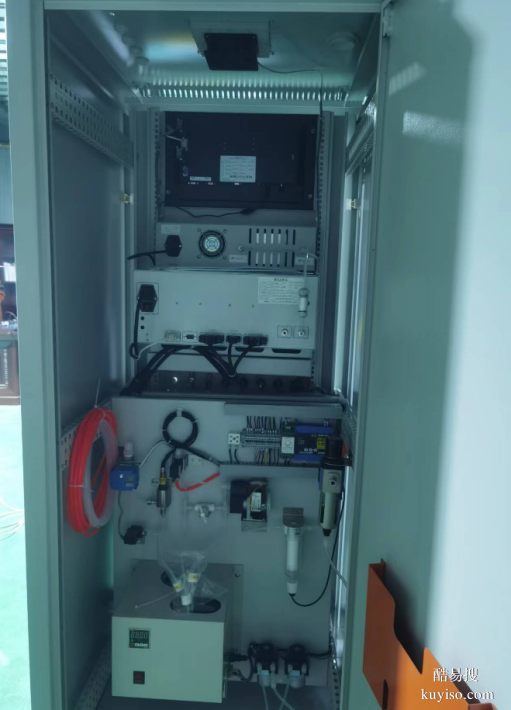
CEMS系统采用直接抽取法,主要包含气态污染物分析系统、粉尘颗粒物分析系统、烟气参数分析系统和数据处理系统四部分,可以在线监测粉尘颗粒物、二氧化硫(SO2)、氮氧化物(NOx)、氧气(O2)、烟气温度、烟气压力、烟气流速等数据。
其中,二氧化硫、氮氧化物采用NDIR非分光红外原理进行实时分析,氧含量采用机械哑铃式的顺磁原理进行分析。两种检测原理均可用标准气进行在线标定,确保数值的精准。粉尘颗粒物采用激光后向散射原理,直接在烟道内测量,具有相应迅速、使用方便的特点。
根据客户需求,可以将检测数据进行处理、存储和远端上传,方便客户的处理与记录
应用工艺点
火力发电厂、垃圾焚化厂、水泥工业、化学工业、石油工业、钢铁企业、各种工业锅炉、各种工业窑炉,其它工业过程中产生污染气体的固定排放源。
系统功能
实时监测二氧化硫、氮氧化物、氧气、粉尘、烟气温度、压力、流速值。
自带预处理系统和探头反吹系统,有效除去各类干扰因素,适合复杂工况。
在线校准标定,无需拆卸。
多样软件支持,实现各种数据处理功能。

工业气体包含氧气、氮气、氩气、氖气、氦气、氢气、二氧化碳、乙炔等,这些气体广泛应用于冶金、石化、半导体、航天等各行业中。空分工艺就是用来把空气中的各组份气体分离,生产氧气、氮气、氩气等工业气体的一套工业设备。
近些年,随着经济的发展,国内空分设备逐渐向大型化发展,需要同时配套在线气体分析仪。在线气体分析仪器可以对空分装置生产过程进行直接的质量控制,为生产工艺提供各项参数,使工作人员及时了解生产过程中各工艺控制点的气体成分组成,是提高产品产量和质量的重要设备,也是空分装置安全运行的重要保障。
顺磁氧气分析仪采用进口磁力机械式磁氧分析模块,检测精度高,既可测高纯度氧,也可测微量氧。同时相比于电化学、氧化锆等其他检测原理,具有寿命长、线性度好,维护小等优点,适合于空分工艺。
常用空分工艺氧气分析仪工艺段:
工艺点
目的
检测气体 常见量程
上塔污氮
工艺控制
O2 20-50% vol
下塔液空 工艺控制 O2 20-50% vol
产品氧气纯度分析 工艺控制 O2 98-100% vol
粗氩出口 工艺控制 O2 0-5% vol

离心机作为生产设备在医药、农药行业中得到了广泛应用,由于这些行业所应用的场合、工艺、介质的特殊性,经常有起火燃烧爆炸事故发生。例如,2013年03月27日,湖北省宜都市华阳化工有限责任公司一名车间工人在放料过程中,离心机发生燃烧起火,导致该工人当场死亡。。
离心机氧含量分析仪
爆炸原因分析:
离心机发生燃烧爆炸要同时具备三个条件:可燃性物料、氧气和着火点。防止爆炸本质上就是对着三个因素的控制。离心机投料本身多为爆炸性物料,肯定会超过爆炸下限,一般无法控制。着火点主要是控制各种摩擦因素,如下料不均匀,偏心运转,转鼓负荷过重,致使转鼓与机壳摩擦起火;离心机下料管紧固螺栓松动,与推料器相碰撞产生火花等。
控制离心机爆炸更重要的是需要严格控制内部氧气含量,一般要控制在2-3%vol以下方可运行。
业内常见解决措施与存在问题
对于氧含量检测目前业内常见检测方法为惰性气体置换保护和氧含量分析仪两种。
一、惰性气体置换法
惰性气体置换主要是不间断向离心机中冲入氮气进行置换确保低氧浓度。这种方式普遍存在于离心机的场合。这种方式存在很大的局限性,主要是体现在:氮气置换装置实际上只是在机壳上设置氮对内腔中充入氮气。至于氮气浓度能否达到安全范围则没有定量的控制,没有一个明确的数值为依据,对于投料中的各种意外因素无法控制因此,其氮气保护的可靠性很差。
离心机氧含量分析仪
二、氧浓度监控法
加装氧气浓度在线分析仪是比较先进的一种方式,它是将离心机内的样气抽出实时监测内部氧气浓度值,当氧气超标时可实现自动连锁。相比于惰性气体置换法,氧浓度监控法是从根本上直接测量反应釜、离心机内部氧气浓度值。并且可以根据不同的报警值实现自动连锁。
目前采用这种方式的主要为离心机厂家配套或终端自行改造。存在的最大问题是由于反应釜、离心机各厂家投料、参数不一,情况复杂多变,对于不同的工艺参数需要定制专门的预处理系统,否则很难能够正常运行。
离心机氧含量分析仪
上图为某离心机厂家为山东某药厂配套的离心机氧含量在线监测系统,投料介质为甲醇、乙醇、甲苯、丙酮、乙酸乙酯等,氧含量分析仪直接采购进口分析仪表,仅有简单除水过滤装置 ,根本无法去除有机溶剂对氧气传感器的腐蚀,结果运行一周即坏,根本无法正常运行。只能频繁更换。不仅增加了企业生产成本,也增加了安全隐患。
离心机氧含量分析仪
完善的氧气在线分析系统介绍
反应釜、离心机氧含量检测系统为定制型产品,可以根据现场工况订制预处理系统,能够有效除去各种有机溶剂腐蚀,大大延长氧气分析仪表的寿命。分析系统自带开关量输出与信号输出,可实现自动充氮与停车 。
功能介绍
实时监测氧气浓度值
当氧含量超过3%时自动充氮气
当氧含量超过8%时自动断电停机
离心机氧含量分析仪
系统特点
进口传感器,分析精准
氧含量、压力双重监测,确保安全
自动联动充氮装置,自动化程度高
订制预处理系统,适用于各种工况
模块化设计,无需标气瓶,维护简单方便
支持4-20mA、RS485等多种信号输出
一体式机身,可用于防爆场合

过程分析仪器仪表又称在线分析仪器仪表,是用于工业生产流程中对物质的成分及性质进行自动分析与测量仪器仪表的总称,重点为燃烧控制、废气安全回收、流程工艺控制、质量监测所需的自动化分析产品,所显示的数据反映生产中的实时状况。
过程分析仪表选型的一般原则
(1)选用过程分析仪表时,应详尽了解被分析对象工艺过程介质特性、选用仪表的技术性能及其它限制条件。
(2)应对仪表的技术性能和经济效果作充分评估,使之能在保证产品质量和生产安全、增加经济效益、减轻环境污染等方面起到应有的作用。
(3)所选用分析仪表检测器的技术要求应能满足被分析介质的操作温度、压力和物料性质,特别是全部背景组份及含量的要求。
(4)仪表的选择性、适用范围、精确度、量程范围、最小检测量和稳定性等技术指标,须满足工艺流程要求,并应性能可靠,操作、维修简便。
(5)对用于腐蚀性介质或安装在易燃、易爆、危险场所的分析仪表,应符合相关条件或在采取必要的措施后能符合使用要求。
(6)用于控制系统的分析仪表,其线性范围和响应时间须满足控制系统的要求。
酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:成套气体监测,气体检测仪器,气体在线分析系统,在线分析系统
郭堃
15129653023




 渝公网安备 50019002501864号
渝公网安备 50019002501864号