系统数控数控铣床操作系统伺服电机套装
佛山微控工业自动化科技有限公司
2024-10-31 09:10:43




数控系统厂家 数控系统的功能:
*功能
*长度补偿(*偏置):99组
*磨损补偿:99组*磨损补偿数据
刀尖半径补偿(C型)
刀偏执行方式:修改坐标方式、*移动方式
辅助功能
特殊M代码(M00、M01、M02、M30、M98、M99),其余M代码由PLC定义
支持多M代码共段
PCL功能
两级PLC程序,zui多10000步,第1级程序刷新周期8ms
13种基本指令,50种功能指令
PLC梯形图在线编辑、监控
支持多PLC程序(zui多16个),当前运行的PLC程序可选择
本地I/O:16输入/8输出

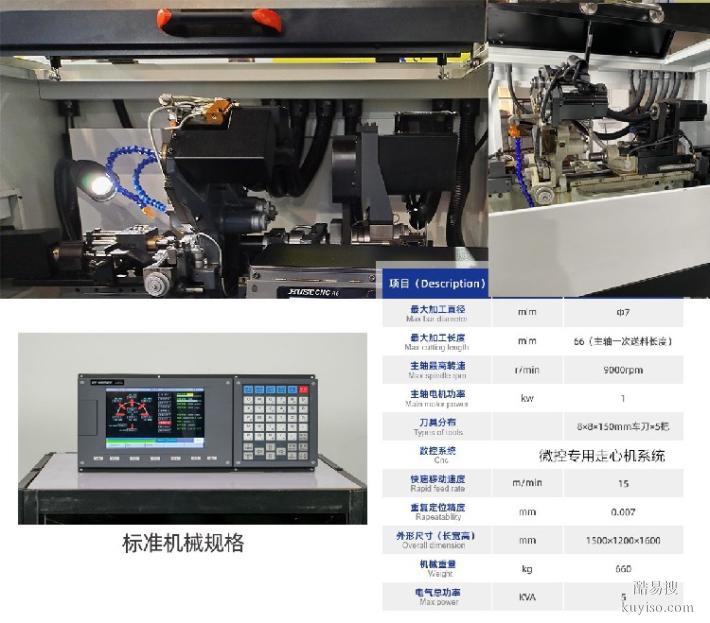
微控两轴4轴数控系统620TA的参数:
采用32位高速CPU,硬件插补,0.001mm级精度。高速度30m/min。
主板采用多层线路板,表贴元件,大规模可编程逻辑阵列,集成度高。
整机工艺结构合理,抗干扰能力强,可靠性高。
完善的自诊断功能,输入、输出实时显示,出现异常立即报警。
具有子程序及嵌套功能、刀补功能、坐标系重设等。
屏幕为8英寸彩色TFT液晶显示器。
全中文界面,菜单式操作,完整的帮助信息,详细的参数说明,操作更方便易学。
MB电子盘,保存数据,出错后可快速恢复。
I/O端口用户可自行重定义。
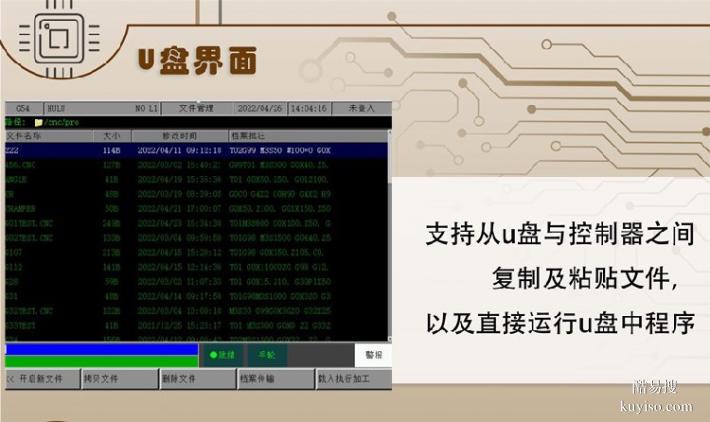
RS232通讯接口、USB接口,与PC机双向通讯,方便灵活。
系统软件用户可自行升级。操作分级管理,更安全,更科学。
宏程序功能,允许用户自行设计新指令。

数控系统可以根据控制方式分为点位控制、直线控制、轮廓控制等。这样更好的使用数控系统控制设备
2.1 点位控制,点位控制主要用于钻孔、铣削等点位加工任务,系统只控制刀具到达指定位置。
2.2 直线控制,直线控制主要用于直线切削,系统控制刀具沿直线路径移动。
2.3 轮廓控制,轮廓控制主要用于曲线、曲面加工,系统控制刀具沿复杂路径移动。
CNC系统可以根据数控系统类型分为开环系统、闭环系统、半闭环系统等。
3.1 开环系统
开环系统没有反馈装置,系统只根据输入的程序控制机床运动,无法检测实际运动情况。
3.2 闭环系统
闭环系统具有反馈装置,可以实时检测机床的实际运动情况,并与输入程序进行比较,实现精确控制。
3.3 半闭环系统
半闭环系统介于开环系统和闭环系统之间,部分轴具有反馈装置,可以实现部分精确控制。
由于一个数控系统只具有一套机床操作面板和一套io模块,而多通道需要有独立的操作面板,这使得多通道数控系统在实际应用中对于不同通道的操作问题显现出来;同时,随着通道数的增加,数控系统的配置更加复杂,无论对系统操作者和系统的设计和维护者都是一种挑战。所以,一种简便地解决多通道plc控制的方法能够帮助数控系统的设计、使用和维护者提高系统使用的便利性和使用效率。


酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:南京数控系统,常见数控系统,三轴数控系统,三轴数控系统
陈锡平
13360334633





 渝公网安备 50019002501864号
渝公网安备 50019002501864号