钢铁厂多组分激光气体分析系统
陕西卓宇佳创仪器仪表有限公司
2024-06-15 11:01:29


取样探头
不锈钢丝网滤芯:过滤精度3um 陶瓷
加热温度:120℃~200℃
高温导杆:刚玉/310S可选
自动控制装置
采样阀
反吹阀
触摸屏
中间继电器
温控器
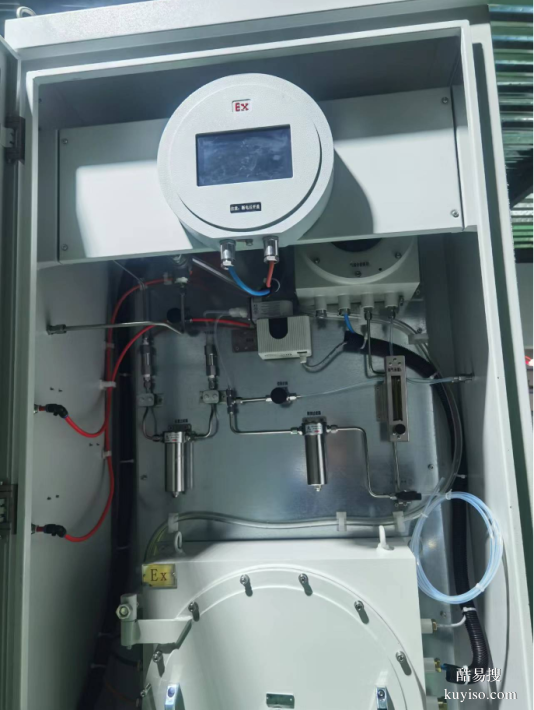
取样预处理装置
前置过滤器
湿度报警过滤器
真空抽气泵
流量放散调节装置
压缩机冷凝器
蠕动泵
报警转子流量计
标校单元

用户配套服务
1、供电电源及电缆:220V 50HZ 阻燃三芯屏蔽电缆,线径≧3*2.5mm2。
2、信号传输:4G远传。
3、用户提供洁净气源一路:压力0.4~0.6Mpa。
4、北方地区天气寒冷建议现场用户设分析小屋防止设备冰冻和雨淋,设备户外放置时请确保环境温度稳定,避免因早晚温差较大导致冷凝水造成设备故障。

供货范围(详细配置见后续配置清单)
序号 明 细 数量 备注
1 隔爆激光分析仪
CH4:0-100%
CO:0-5000ppm
CO2:0-30%
O2:0-25%
C2H4:0-500ppm
C2H2:0-500ppm 1台 卓宇佳创
2 预处理系统(电气部件隔爆) 1套 卓宇佳创
3 过滤取样单元(含截止阀) 5套 卓宇佳创
4 样气中间输送管 150米 国内
5 分析柜 H2000*W1000*D550mm 1套 国内
6 隔爆PLC控制箱 1套 卓宇佳创
7 标气(零点/量程) 1套 国内
8 文件资料 1套 卓宇佳创
9 备品备件 1批 卓宇佳创

分析仪器规格及要求
系统名称在线连续分析系统
分析器名称及原理 激光
分析组分 CH4/CO/CO2/O2/C2H4/C2H2
测量范围 CH4:0-100%
CO:0-5000ppm
CO2:0-30%
O2:0-25%
C2H4:0-500ppm
C2H2:0-500ppm
输出信号 4~20mA
电 源 220VAC 50 Hz 功率<1000W
预处理装置 卓宇佳创配套
显示屏 防爆7寸触摸
机柜 户外柜 H2000*W1000*D550mm

JC-6800EX型成套系统所用分析仪器为陕西卓宇佳创仪器仪表有限公司研制的激光气体传感器完成样气CH4/CO/CO2/O2/C2H4/C2H2在线连续分析。分析仪测量精确、性能稳定可靠,响应时间快,智能化程度高。

供货范围
名称 数量 设备清单
防爆多组分气体 在线监测系统(一拖六)
H2:0-40%Vol
CO:0-40%Vol
O2:0-1%Vol 1套 详见后续说明
三、传感器选型及技术指标
1、仪表选型
1)氢气测量选用热导测量原理,带温度补偿。
测量量程:0-40%Vol
稳定性:±2% F.S/7day
重复性:1%
线性偏差:±2% F.S
分辨率:0.01%Vol
2)一氧化碳测量采用激光TDLAS原理,抗干扰,稳定性强,超低漂移。
测量量程:0-40%Vol
稳定性:<±1% F.S/month
重复性:0.5%
线性偏差:±1% F.S
分辨率:0.01%Vol
3)氧气测量采用激光TDLAS原理,抗干扰,稳定性强,超低漂移。
测量量程:0-1%Vol
稳定性:<±1% F.S/month
重复性:0.5%
线性偏差:±1% F.S (下限0.05%)
分辨率:0.01%Vol
传感器模块内置于正压防爆柜内,控制与显示集成于柜外防爆触摸屏。
仪表输出:
1)数字量输出一路
RS485 MODBUS-RTU输出一路,内容包含:故障状态、维护状态、正在采样流路状态、测量浓度值等
2)4-20mA三路(对应三个组分)
3)开关量按需配置(如需更多干接点输出请提前申明)
系统故障报警干接点1路
维护状态干接点1路

样品组成和测量范围
安装位置 试验装置本体
用途 过程气体在线分析
采样点设备或管道号
工艺管道尺寸
样品状态 气态
操作条件
工况
操作压力: KPa 10KPa
操作温度: ℃ 常温
操作湿度 小
粉尘含量 mg/Nm3 微量
动力粘度
主要介质组份
CO 0-300000mg/m3
N2
O2
粉尘 微量
水等 有
其余背景气 余
分析仪器规格及要求
系统名称在线连续分析系统
分析器名称及原理 激光
分析组分 CO(一氧化碳)
测量范围 CO:0-300000mg/m3
输出信号 4~20mA 、Modbus-RTU
电 源 220VAC 或 24VDC 可选
预处理装置 卓宇佳创配套
显示屏 防爆3.5寸触摸
机柜 壁挂箱H800*W600*D250mm
1.4成套系统技术说明
A、JC-6800EX型过程气在线分析成套系统是应用于生产过程、环保排放等气体含量分析的专用激光在线分析系统。系统能自动、连续、准确、可靠地分析气体的浓度含量。系统技术先进、结构简明、测量准确,反应速度快、部件性能可靠、自动化程度高、操作简便、维护量小、自诊断保护功能强,是分析生产过程中气体含量的理想设备。

技术参数
类别
参数
指标
技术指标
量 程
CO(0-1%)
线性误差
≤±1%F.S.
零点漂移
≤±1%F.S./半年
量程漂移
≤±1%F.S./半年
重复性
<1%
防爆等级
Ex dIICT6 Gb
防护等级
IP66
响应时间
预热时间
≤2min
响应时间(T90)
≤1s
接口信号
模拟量输出
2路4~20mA电流(隔离、负载750Ω)
继电器输出
2路输出(继电器规格:24V,1A)
模拟量输入
2路4~20mA电流(温度、压力补偿)
通讯接口
RS485/RS232/GPRS
电气特性
电源
24VDC或220VAC
功耗
≤20W
工作条件
环境温度
-30~80℃
吹扫气体
0.3~0.8MPa工业氮气或净化仪表气等
技术优势
与传统分析系统相比,本系统选用PUE-9000探头式激光气体分析仪由于采用了半导体激光吸收光谱(TDLAS)技术,从根本上解决了采样预处理带来诸如响应滞后、维护频繁、易堵易漏、易损件多和运行费用高等各种问题,并具有如下特点:
不受背景气体交叉干扰;
可应用于电捕焦后焦油含量大的恶劣工况;
可应用于转炉风机后高湿、振动大场合;
维护费用成本低;
不受粉尘和视窗污染干扰;
不受被测气体环境参数变化干扰;
一体化设计,结构紧凑,可靠性高;
模块化设计,可现场更换所有功能模块,包含激光器模块;
智能化程度高,操作、维护方便;
无需采样预处理系统,系统结构简单;
激光氧气(O₂)气体分析系统(以下简称装置),应用于工业管道、燃烧控制、火焰安全控制、ESP过滤器生产、通风集管、惰化处理、氯化、氧氯化、蒸汽回收等领域的实时在线氧气含量监测,针对各种尾气、反应釜、过程气中的氧气含量检测分析。该仪表具有灵敏度高、响应速度快、不受背景气体干扰、非接触式测量等特点,为实时准确地反映氧气变化提供了可靠保证。根据工艺点不同,可选择不同测量参数,监测系统能准确测量样气中的气体含量。此系统在吸收国外同类产品优点的基础上,针对目前惰化工艺中氮气置换保护的特点而专门设计。该过程分析装置已成功应用于国内多家生产企业以及设备生产厂家,为企业获得了良好的经济效益和社会效益,赢得了用户及生产厂商的好评。
2、整套装置包括预处理、采样和分析三部分组成,预处理部分采用分级过滤除尘、涡旋制冷器降温除水,以此来保证分析部分的寿命和测量精度,并将检测到的气体含量以 4-20mA 的电流信号提供给用户,用于实现系统工艺自动控制。


酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:多组分激光气体分析系统,TDLAS激光气体分析仪,抽取式激光气体分析仪,采样式激光气体分析系统
郭堃
15129653023




 渝公网安备 50019002501864号
渝公网安备 50019002501864号