美国步高POCO石墨AXZ-5Q高纯度石墨
浙江群英石墨有限公司
2024-02-15 04:26:56



高品质的特种石墨——各向同性石墨是用等静压工艺生产的。按其主要用途分类有:电火花加工用特种石墨;制作铸造模具用特种石墨;钢铁或铜、铝连续铸造用特种石墨;直拉单晶硅炉用或冶炼 贵金属、高纯材料使用的高纯石墨;合成人造金刚石用石墨;火箭、导弹技术用特种石墨。
浙江群英的特种石墨还包括热解炭(热解石墨)、生物工程用炭材料、玻璃炭、多孔炭和多孔石墨、石墨层间化合物(如柔性石墨、氟化石墨)、激光器用石墨等多种,机械电子工业也使用许多特种炭和石墨材料,如炭刷、炭石墨轴承、电力机车的馈电滑块、拉制光纤用石墨模等,在本文中不再叙述。

电火花加工用石墨
电火花加工是机械制造工业中的一种新型加工工艺,电火花加工可以对许多硬度较大的金属进行加工,并可加工形状复杂、精度要求较高的零部件,作为阳极的工具电极可以使用铜质材料,也可使用石墨材料。
用作电火花加工的工具电极的石墨材料必须具备下列条件:
1、结构致密、组织均匀,不应当有粗颗粒料和大的气孔;
2、有较高的机械强度,又有良好的加工性能,能加工出复杂的形状或锐角、薄片状;
3、石墨质工具电极,在电火花加工过程中有一定损耗,这种损耗应尽可能低;
4、放电特性稳定,加工速度较快。
因此电火花加工用石墨一般都采用细颗粒结构石墨或特细颗粒结构石墨,在物理性能上最好是各向同性。所以目前中国电火花加工石墨材料市场上用得较多的是细颗粒结构的各向同性石墨。
石墨具有较高的散射截面和极低的热中子吸收截面,较高的散射截面用以慢化中子,低的吸收截面防止中子被吸收,使得核反应堆能够利用少量燃料达到临界或正常运行。
石墨是耐高温材料,它的三相点,15MPa时为4024℃,因此不能采用熔化、铸造、锻造等热加工方法制造而只能采用类似粉末冶金的方法。它不像金属那样强度随温度而下降,而是略有增加,在2000℃以下应用,不会出现问题。
石墨有良好的导热性能,在堆内可以有效地降低温度梯度,不致产生太大的热应力。
石墨化学性质非常稳定。除了高温下的氧化、水蒸气外,可以耐酸、碱、盐的腐蚀,因而可以用作熔盐核反应堆和铀铋核反应堆的堆芯构件。
石墨抗辐照性能好,能长期在堆内服役30~40年。
石墨可加工性好,可以加工成各种形状的构件。
石墨原料丰富,价格便宜,容易制成纯度高、强度大、不同密度要求的各种核石墨,但石墨也有缺点,它是各向异性晶体结构,成层状分布,原子密集于a、b晶面,同层原子近距离为0.141nm,相互为共价结合,具有较强的结合力;而层距离为0.335nm,层间结合力为范德瓦尔力,结合力较弱。这种各向异性在石墨的物理、强度、辐照等行为中都会强烈地表现出来。

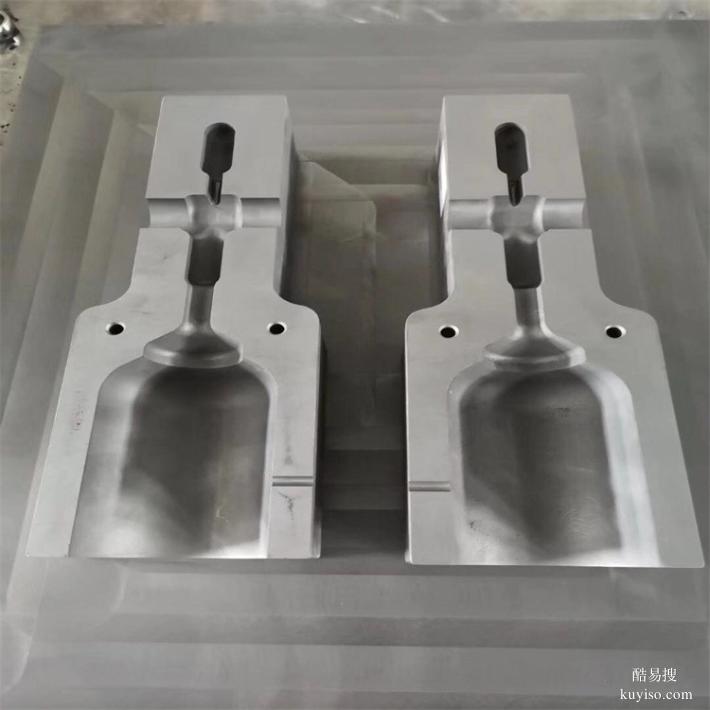
连续铸造石墨模具也应用与金属冶炼行业,融化的金属可以用石墨模具来铸造。石墨模具是可以重复使用,但是有一些设计只能是一次性的。使用石墨模具可以直接铸造地创造性的小晶粒铸件。
热膨胀系数是决定石墨用作模具材料的重要因素。铸模是具有非常不均匀温度的介质,由于熔融材料而从内部热到由于施加到其上的冷却过程而在外部冷。石墨表现出的低热膨胀系数使模具能够发挥作用而不会变形或开裂。另一个非常重要的因素是自润滑。石墨是一种固体润滑剂,可以使模具和铸造材料之间产生低摩擦。随后,石墨可以平稳地提取铸件。
决定连续铸造石墨模具寿命的因素有很多种。从铸造材料的成分,到铸造温度,到冷却速率,都会影响石墨模具的寿命。使用的特定石墨等级也由多种因素决定。主要因素是待铸造模具应用于何种材料工艺领域。例如,对于灰铸铁或高镍合金,需要耐磨损的石墨,而对于黄铜,具有足够的开孔率以允许锌蒸发的相对致密的石墨将是更好的选择。
设计用于连续铸造的石墨模具需要考虑所有这些因素并将其应用于您的特定应用。等级选择是重要的,应包括铸造人员,石墨制造商和专门加工石墨的机加工厂的投入。即便如此,在设计新系统时,在选择实际石墨等级之前,可能需要进行实际试验。
我们现在供应以下铸件石墨模具:
有色金属(青铜,黄铜,铝及铜)
贵金属(金,银及宝石)等
EDM是英文单词Electrical Discharge Machining的缩写,即电火花加工,EDM石黑行业即模具行业利用石墨的导电性做成电火花模具进行放电加工用的石墨原材料。
EDM石墨(电火花加工)主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等突出优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
电火花加工是利用电极与工件之间的火花通电时,所产生的瞬时间的高温,去层层蚀除工件表面上材料的原理。电火花加工适用于高硬度导电工件的加工。数控电火花成型机床便是电火花加工的好范例。
EDM是在车、磨、铣之后的流行的第四种加工方法。与传统铜电极相比,EDM用等静压石墨有如优点:
同体积石墨的价格仅为铜电极的25%。
石墨加工速度是铜电极加工速度的3-5倍,加工表面光滑。
加工精度高,易于抛光。
石墨的体密仅为铜电极的1/5,更适于制作大型电极。
做为电火花加工用电极时,期消耗仅为铜电极的1/3-1/5,且火花油分解碳化物被覆,补偿电极耗损。

稳定和合理的价格
石墨材料价格只需要同等体积的铜电极的15%。目前石墨已成为EDM应用的热门材料,相较之下石墨材料的成本更低,更稳定。
切削加工更为容易
石墨具有优异的机械加工性能。机械加工速度的石墨电极比铜电极多2-3倍。同时,石墨加工完不需要担心毛刺问题。
热膨胀系数低
铜的熔点是1080℃,而石墨是3650℃石墨的 CTE只有铜1/30。它是即使在超高温的情况下性能也非常稳定。即便在铂电极的加工中,石墨电极也有明显的优势。
重量轻,密度低
为石墨的密度通常为1.7-1.9g/cm3的(铜为石墨的4-5倍)。与铜电极相比,石墨电极将在此过程中减少机械负载。它更适合应用大型模具。
良好的切削加工
与金属材料相比,石墨的体积设计为低。它具有优异的机械加工性能。
超强的粘接效果
碎石墨可通过粘合剂被粘合,这节省了时间和材料成本。
优秀的电阻率
电阻率(ER)确定到的电流的流动的材料的电阻。较低的电阻率,这意味着更好的导电性。
酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:美国步高POCO石墨EDM-4,美国步高POCO石墨ZXF-5Q,美国步高POCO石墨SCF-2,美国步高POCO石墨AXZ-5Q
郭剑锋
18989663366



相关推荐
-

bjsdcxc2008
-

bjsdcxc2008
-
bjsdcxc2008
-

bjsdcxc2008
-

南通市回收鲜干冬虫夏草-1根-1克-1两-1市斤-1公斤价格
bjsdcxc2008
-

bjsdcxc2008






 渝公网安备 50019002501864号
渝公网安备 50019002501864号