管道气体含量监测
陕西卓宇佳创仪器仪表有限公司
2024-07-07 10:51:33


氧气含量在线分析仪
因为不同的行业具体工况也不一样,所以在使用氧气含量在线分析仪的时候,要特别注意现场环境。比如,不能含有油类组分,不能有大量灰尘,固体颗粒等物质,防止造成氧分析仪渗透膜出现堵塞现象,影响仪器分析效果。其次,氧含量检测仪的配套管线,使用时也要坚持密封的原则。否则,即使出现微小的泄漏,都有可能让环境中的氧气扩散到检测仪中,从而导致检测结果出现误差。误差结果严重的,还会发生安全事故。
在人们日常生活与生产的过程中,常常会产生大量的固体废弃物也就是大家常说的垃圾。这些垃圾由于成分复杂排出量巨大,同时具有污染性、资源性、社会性,需要对其进行无害化、资源化、减量化以及社会化的处理。若是处理不好,会造成环境的污染以及资源的浪费,破坏人们生产生活安全。
近年来,为了促进垃圾处理行业发展,我国陆续发布了许多政策,如2022年中共中央办公厅和国务院办公厅发布的《关于建立健全生态产品价值实现机制的意见》完善污水、垃圾处理收费机制,合理制定和调整收费标准。开展生态环境损害评估,健全生态环境损害鉴定评估方法和实施机制。垃圾处理,环境保护已成为全国甚至全世界的人们共同关注的一个重要板块。
就目前的技术而言,比较常见处理垃圾的方法为:利用垃圾(生物质)生产木炭、焦油和煤气等可利用资源,一般都是需要先对垃圾进行分类、回收、处理。常见的处理办法一是填埋,但是填埋的话效果非常慢,占地广的同时还容易对地下水产生二次污染,另外一种处理办法则是焚烧。焚烧垃圾的缺点是容易产生空气污染同时投资也比较大。无论是填埋还是焚烧,垃圾总是会产生各种各样的有毒有害气体,例如甲烷、硫化氢、氧气、氨气、一氧化碳等气体会危害到垃圾处理站工作人员的生命财产安全,同时垃圾处在焚烧时排放的气体也需要满足排放的标准,才能进行排放。
解决方案
方案概述:针对以上垃圾处理行业中的痛点问题,特定制以下解决方案
监测位置:垃圾坑、渗滤液沟道、卸料大厅、锅炉间沼气阀组、活性炭间、油泵房、乙炔汇流排间及危废暂存库。
监测气体:甲烷、硫化氢、氧气、氨气、一氧化碳等有毒有害气体。
数据传输:根据现场情况确定每个监测区域安装有毒气体检测仪,所有检测仪自身均具备实时数据显示及声光报警的功能,可将数据和报警信息通过 4-20mA 电流信号或 RS485 总线制数字信号形式传输到每个就近区域的气体报警控制器,再通过 RS485 总线制数字信号、或其它形式传至中央控制室的集线器控制箱,再传输到 PLC 或 DCS 系统,可实时查看现场监测的数据。可联动风机、排风扇等,处理现场气体浓度,也可发出声光报警提醒现场工作人员及时撤离,降低损失。

煤粉仓磨煤机co一氧化碳o2氧气分析仪
工艺目的:
现在电厂锅炉均采用喷煤方式以提高煤的利用效率,而在煤粉磨制过程中有可能由于火花及自燃等情况,导致磨煤机系统的燃烧或爆炸。因此CO一氧化碳含量、O2氧气含量是发电厂燃煤锅炉磨煤机内防爆的一个重要指标。
磨煤机CO分析装置用于连续监测磨煤机出口或煤粉仓内的CO浓度,它可以及时分析出机内任何微小的co含量变化,并将数据及时显示给操作人员。并能根据预设的数值门限提供预报警,提前采取预防措施,以避免煤粉发生着火甚至爆炸的危险。
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头必须加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCSPLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用高精度NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、专用取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。

离心机作为生产设备在医药、农药行业中得到了广泛应用,由于这些行业所应用的场合、工艺、介质的特殊性,经常有起火燃烧爆炸事故发生。例如,2013年03月27日,湖北省宜都市华阳化工有限责任公司一名车间工人在放料过程中,离心机发生燃烧起火,导致该工人当场死亡。。
离心机氧含量分析仪
爆炸原因分析:
离心机发生燃烧爆炸要同时具备三个条件:可燃性物料、氧气和着火点。防止爆炸本质上就是对着三个因素的控制。离心机投料本身多为爆炸性物料,肯定会超过爆炸下限,一般无法控制。着火点主要是控制各种摩擦因素,如下料不均匀,偏心运转,转鼓负荷过重,致使转鼓与机壳摩擦起火;离心机下料管紧固螺栓松动,与推料器相碰撞产生火花等。
控制离心机爆炸更重要的是需要严格控制内部氧气含量,一般要控制在2-3%vol以下方可运行。
业内常见解决措施与存在问题
对于氧含量检测目前业内常见检测方法为惰性气体置换保护和氧含量分析仪两种。
一、惰性气体置换法
惰性气体置换主要是不间断向离心机中冲入氮气进行置换确保低氧浓度。这种方式普遍存在于离心机的场合。这种方式存在很大的局限性,主要是体现在:氮气置换装置实际上只是在机壳上设置氮对内腔中充入氮气。至于氮气浓度能否达到安全范围则没有定量的控制,没有一个明确的数值为依据,对于投料中的各种意外因素无法控制因此,其氮气保护的可靠性很差。
离心机氧含量分析仪
二、氧浓度监控法
加装氧气浓度在线分析仪是比较先进的一种方式,它是将离心机内的样气抽出实时监测内部氧气浓度值,当氧气超标时可实现自动连锁。相比于惰性气体置换法,氧浓度监控法是从根本上直接测量反应釜、离心机内部氧气浓度值。并且可以根据不同的报警值实现自动连锁。
目前采用这种方式的主要为离心机厂家配套或终端自行改造。存在的最大问题是由于反应釜、离心机各厂家投料、参数不一,情况复杂多变,对于不同的工艺参数需要定制专门的预处理系统,否则很难能够正常运行。
离心机氧含量分析仪
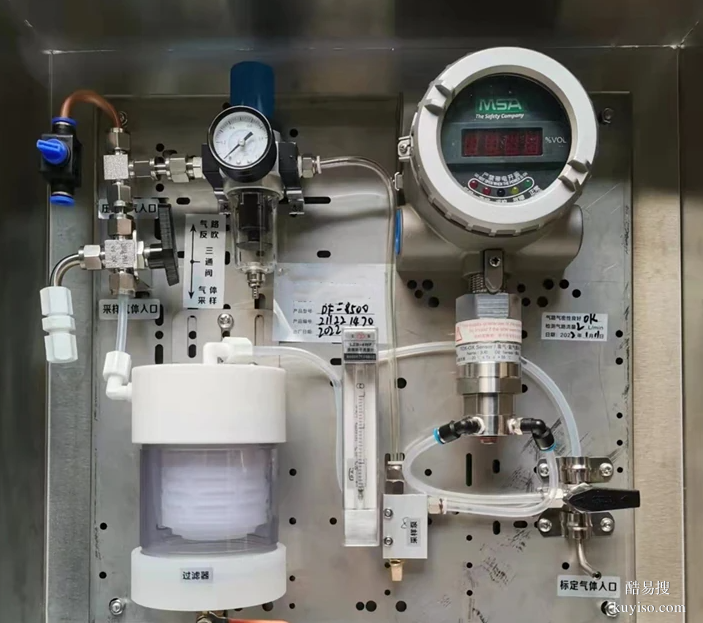
上图为某离心机厂家为山东某药厂配套的离心机氧含量在线监测系统,投料介质为甲醇、乙醇、甲苯、丙酮、乙酸乙酯等,氧含量分析仪直接采购进口分析仪表,仅有简单除水过滤装置 ,根本无法去除有机溶剂对氧气传感器的腐蚀,结果运行一周即坏,根本无法正常运行。只能频繁更换。不仅增加了企业生产成本,也增加了安全隐患。
离心机氧含量分析仪
完善的氧气在线分析系统介绍
反应釜、离心机氧含量检测系统为定制型产品,可以根据现场工况订制预处理系统,能够有效除去各种有机溶剂腐蚀,大大延长氧气分析仪表的寿命。分析系统自带开关量输出与信号输出,可实现自动充氮与停车 。
功能介绍
实时监测氧气浓度值
当氧含量超过3%时自动充氮气
当氧含量超过8%时自动断电停机
离心机氧含量分析仪
系统特点
进口传感器,分析精准
氧含量、压力双重监测,确保安全
自动联动充氮装置,自动化程度高
订制预处理系统,适用于各种工况
模块化设计,无需标气瓶,维护简单方便
支持4-20mA、RS485等多种信号输出
一体式机身,可用于防爆场合

在线红外煤气热值仪采用国际先进的NDIR非分光红外技术和基于MEMS的TCD热导技术,主要用于测量各种煤气、生物燃气中的CO、CO2、CH4、H2、O2、CnHm 等六种气体体积浓度及热值。

在线煤气分析系统是天禹智控自主研发新型在线监测系统,该产品基于非分光红外(NDIR)气体分析技术、长寿命电化学传感技术以及基于MEMS的热导技术,可同时在线测量煤气的热值,以及CO、CO2、CH4、H2、O2、CnHm等气体的体积浓度。预处理系统采用冷干法设计,关键部件采用原装进口,可根据现场不同的工况条件,为客户定制解决方案,保证分析系统的可靠运行。
产品特点
可靠性强,方便维护。加热型快拆取样探头,智能温控设计,双重保温,适用于极寒低温环境,配置脉冲反吹技术有效防止滤芯杜塞。
性能稳定,过滤效果好。内置双级过滤,电子制冷器,自动排水单元,可搭载全自动水洗器,采用自动喷淋技术,有效除去样气中粉尘、焦油及水分,保证仪器长期有效运行。
全自动化,操作简单。搭载10寸人机界面,自动完成采样、反吹、排水等操作,可配置多路采样功能,实现多个取样点循环监测,用户可根据现场实际工况自由配置系统参数,操作更便捷。
测量组分全,精度高。采用自主知识产权的煤气分析仪进行气体在线分析,可同时测量CO、CO2、CH4、H2、O2、CnHm等多组分气体的体积浓度,自动计算并显示热值。
接口标准化。可通过RS485标准接口将数据传输到上级集中控制系统,为实现远程监测、调整现场工艺提供实时依据。
典型应用
广泛应用于高炉煤气、高炉喷煤、高炉炼铁、转炉炼钢、水泥窑炉、电石尾气等钢铁、冶金、化工、石油行业工业过程分析及安全监测。


酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:气体监测仪表,气体分析装置,气体监测仪器,在线检测系统
郭堃
15129653023


 渝公网安备 50019002501864号
渝公网安备 50019002501864号