cnc数控系统广数滚齿机数控系统中山数控系统
佛山微控工业自动化科技有限公司
2024-11-21 09:15:57



1、1ms插补周期
2、工业以太网总线控制
3、共10个进给轴、4个主轴;每通道zui多6个进给轴、3个主轴
4、 zui小指令单位1μm或0.1um可选,zui高移动速度240m/min(0.1um单位下zui高100m/min)
5、适配伺服主轴可实现主轴定向、刚性攻丝、圆柱插补、极坐标插补
6、具备简易同步控制、混合控制、重叠控制、通道间干涉检测、等待M代码等独特功能
7、路径间多主轴控制:主轴速度同步,有多主轴功能可不同路径,编码器反馈选择等功能
8、在线伺服调谐
9、伺服调谐数据的波形图、圆度轨迹图显示功能
10、支持伺服参数在线配置及伺服状态的监测
11、支持多个远程I/O单元的监控
12、零件程序后台编辑
13、在线编程向导
14、PLC梯形图在线编辑、监控
15、在线机床调试向导
微控两轴4轴数控系统620TA的参数:
采用32位高速CPU,硬件插补,0.001mm级精度。高速度30m/min。
主板采用多层线路板,表贴元件,大规模可编程逻辑阵列,集成度高。
整机工艺结构合理,抗干扰能力强,可靠性高。
完善的自诊断功能,输入、输出实时显示,出现异常立即报警。
具有子程序及嵌套功能、刀补功能、坐标系重设等。
屏幕为8英寸彩色TFT液晶显示器。
全中文界面,菜单式操作,完整的帮助信息,详细的参数说明,操作更方便易学。
MB电子盘,保存数据,出错后可快速恢复。
I/O端口用户可自行重定义。
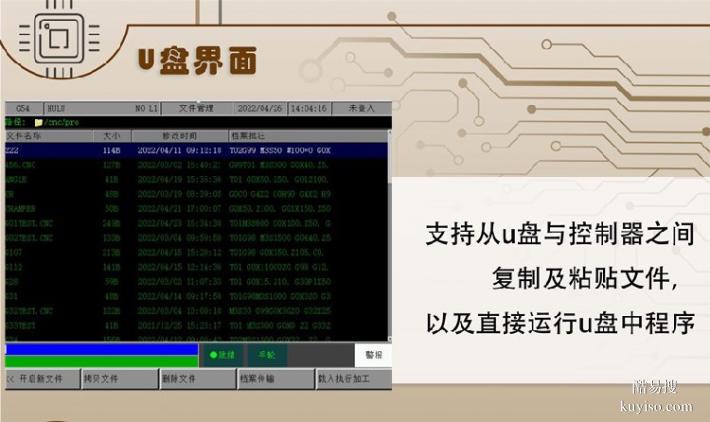
RS232通讯接口、USB接口,与PC机双向通讯,方便灵活。
系统软件用户可自行升级。操作分级管理,更安全,更科学。
宏程序功能,允许用户自行设计新指令。
如何选择数控系统?
CNC数控系统可以根据控制轴数分为二轴、三轴、四轴、五轴等。轴数越多,机床的加工能力越强,可以完成更复杂的加工任务。 1.1 二轴CNC系统 二轴CNC系统主要控制X轴和Z轴,适用于简单的直线切削和平面加工。 1.2 三轴CNC系统 三轴CNC系统控制X、Y、Z三个轴,可以实现立体加工,如铣削、钻孔等。 1.3 四轴CNC系统 四轴CNC系统在三轴的基础上增加了一个旋转轴(A轴或B轴),可以实现更复杂的空间曲面加工。 1.4 五轴CNC系统 五轴CNC系统在四轴的基础上增加了一个旋转轴(C轴),可以实现五轴联动加工,适用于高精度、高难度的加工任务。

单通道数控系统一般有两轴、三轴,四轴等,应用在数控机床上面的控制大脑。就是一个完整的CNC控制功能,即可以控制一台机床,它包括机床的坐标轴X、Y、Z、…,主轴,刀库位置控制,PLC功能等。通道数和每个通道内的控制轴数,可由参数设定。由于其工作模式的局限性,需频繁地执行工件装卸、换刀等工序,导致时间和过程中产生的误差,在加工精度和生产效率上均已经不能满足市场需求。

相比于单通道数控系统的多机床分工序加工方式,多通道数控系统控制的机床具有多工序复合加工的优势,可有效缩短了产品加工时间,提高了产品加工精度,大大提高生产效率,因此需求日益增大。多通道数控系统在使用前应检查CNC装置内的各个印刷线路板是否紧固,各个插头有无松动。 检查CNC装置与外界之间的全部连接电缆是否按随机提供的连接手册的规定,正确而可靠地连接。 交流输入电源的连接是否符合CNC装置规定的要求。 确认CNC装置内的各种硬件设定是否符合CNC装置的要求。 只有经过上述检查,CNC装置才能投入通电运行。

什么是多通道数控系统?多通道数控系统中的通道,则通道数表示的是一台数控系统可以处理的加工联动坐标系的数量。在同一台机床中,物理轴号与通道中的逻辑轴号必然会有对应关系,但是同一个物理轴有可能对应不同通道的不同逻辑轴。比如立卧转换加工中心中,如果设立式加工坐标为一个通道,卧式加工坐标为另一个通道,则垂直轴和两个水平轴等物理轴在不同的通道或加工坐标系中所对应的XYZ逻辑轴就会有所不同。


酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:cnc数控系统,数控系统,中山数控系统,大森数控系统
陈锡平
13360334633

 渝公网安备 50019002501864号
渝公网安备 50019002501864号