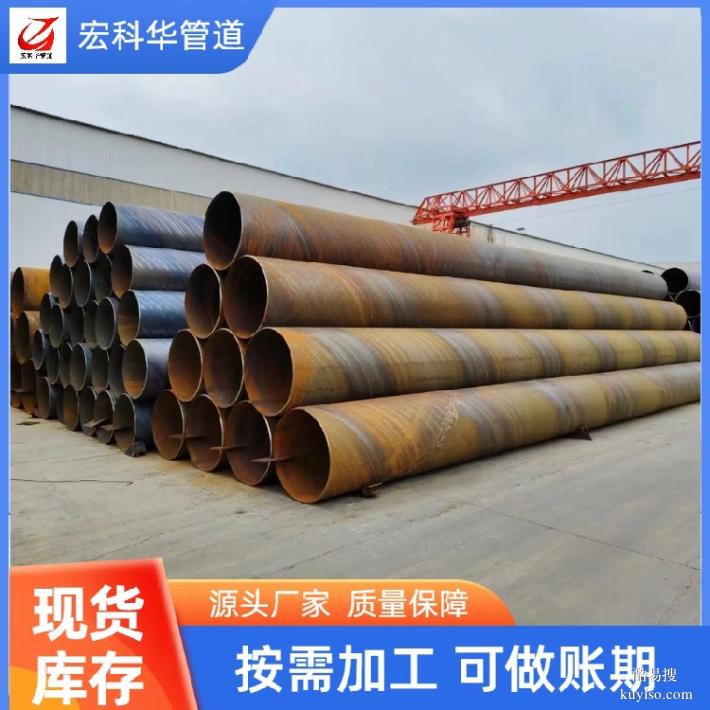
南阳制作螺旋钢管螺旋管钢
宏科华管道装备制造有限公司
2025-03-24 13:38:38


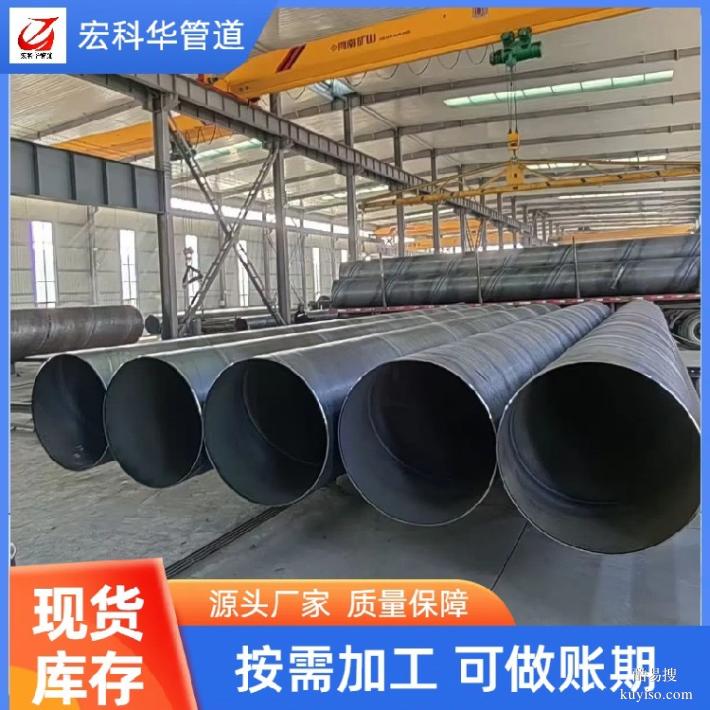

沧州龙都管道有限公司是生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42—X80的螺旋焊管30万吨。
我公司生产大口径螺旋钢管全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。、大口径排污螺旋钢管、螺旋钢管厂家。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋钢管质量检测
螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。
4、致密性检验:储存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:制作螺旋钢管,螺旋钢管螺旋管钢,南阳螺旋钢管,生产螺旋钢管
何经理
19133770835
最新商机
-

面议
-

面议
-

面议



相关推荐
-
范来根
-
黄少龙
-
马小姐
-

马小姐
-

马小姐
-
马小姐





 渝公网安备 50019002501864号
渝公网安备 50019002501864号